
Este artículo detalla el uso de los calibradores de espesor de revestimiento DeFelsko dentro de la industria de galvanizado de zinc. Describe diferentes tipos de medidores de mano, el proceso de medición, varias precauciones que deben tomarse y una sección de preguntas y respuestas para las preguntas más frecuentes sobre esta aplicación.

El acero se corroe cuando un electrolito (como el agua) conecta ánodos y cátodos en una superficie de acero. La formación de la celda de corrosión causa un óxido de hierro escamoso conocido como óxido.
Para evitar la oxidación, algo debe evitar la formación de la celda de corrosión. Dos métodos comunes para prevenir la corrosión en el acero son:
Protección catódica (mediante el uso de un ánodo de sacrificio).
Crear una barrera para bloquear los electrolitos y evitar que entren en contacto con el acero.
¿Qué es Galvanizado?

La galvanización es el proceso mediante el cual se aplica una capa de ánodo de zinc de sacrificio a la superficie de una pieza de acero fabricada para proporcionar protección contra la corrosión. El último paso en este proceso es la inspección de:
Espesor de revestimiento
Apariencia visual
Adhesión
Uniformidad
El espesor del revestimiento galvanizado está directamente relacionado con:
Vida de servicio
Cantidad de protección contra la corrosión
Calidad
Una capa más gruesa de galvanizado da como resultado una vida útil más larga para la parte recubierta. En consecuencia, la inspección del espesor del recubrimiento es el paso más importante para determinar la calidad de un recubrimiento galvanizado.
MEDICIÓN DEL ESPESOR DE GALVANIZADO
El tamaño, la forma y la cantidad de piezas que se probarán dictarán el método de prueba apropiado. Los métodos de prueba especificados se clasifican como destructivos o no destructivos.
Hay cuatro formas de medir el espesor del galvanizado:
Indicadores de espesor de principio magnético
pelar y pesar
pesar la pieza antes y después de galvanizar
microscopía óptica (ASTM B 487)
La prueba más práctica es el método no destructivo que utiliza el principio magnético para determinar el espesor del recubrimiento. Esta prueba es
No destructivo
Simple, rápido y económico
Cumple con los estándares internacionales reconocidos que incluyen ASTM D7091, CSA G 164-M e ISO 2808
Debido a que no es destructivo, la medición del espesor magnético es el método más común de evaluación.
PRINCIPIO MAGNÉTICO ESPESOR DE GRADO

Los medidores de espesor de recubrimiento que operan con un principio magnético están diseñados para medir revestimientos no magnéticos aplicados a metales ferrosos. Los tres tipos más comunes de medidores de espesor de principio magnético se clasifican en una de dos categorías:
Comparación de tipos de medidores magnéticos
Gages mecánicos
Mida la fuerza requerida para alejar un imán del acero. Cuanto más grueso es el zinc, más débil es la fuerza magnética atractiva.
No se requiere ajuste de calibración
Simple y resistente
Instrumentos electrónicos
Mida el cambio en la densidad de flujo usando circuitos electrónicos.
Lectura clara y digital
Variedad de estilos de sonda especializados
Muchos ofrecen memoria incorporada
Se pueden hacer ajustes para las condiciones del sustrato.
Características magnéticas del calibrador
Estilo mecánico / pluma
No se requiere ajuste de calibración
El imán muy pequeño y único permite una ubicación precisa
Ideal para usar en ubicaciones de medición pequeñas, calientes o de difícil acceso
± 10% de precisión

Mecánico / Dial Type
No se requiere ajuste de calibración
Simple, durable, universalmente aceptado
Sin baterías / electrónica
El botón GO / NO-GO puede preconfigurarse para una medición rápida
± 5% de precisión

Electrónico
Operación rápida y simple
Los ajustes de calibración manual son posibles para aumentar la precisión
Pantalla digital fácil de leer
Versátil: variedad de sondas integrales o cableadas
Opciones de conectividad: impresión directa, USB, WiFi, Bluetooth
Capacidades estadísticas: promedio, mínimo / máximo
Potente software para informar datos de medición
Memoria incorporada
± 1% de precisión

Medición
Precauciones:
Siga las instrucciones del fabricante del instrumento
Verifique la precisión del medidor regularmente usando estándares de referencia
Asegúrese de que la superficie de prueba esté libre de suciedad, grasa, óxido y productos de corrosión
Los puntos de medición deben elegirse para evitar picos o irregularidades obvias en el recubrimiento
Se debe tomar una cantidad suficiente de lecturas para obtener un espesor de revestimiento promedio real
Cuando utilice un medidor mecánico, realice los siguientes pasos:
Camino de pie junto a la valla de metal
Para compensar la influencia de las condiciones del sustrato (incluida la masa, la metalurgia, la rugosidad, la temperatura y la curvatura), mida el sustrato / parte no recubierta en una serie de puntos para obtener un valor promedio representativo. Este valor promedio se denomina “lectura de metal base” o “BMR”.
Mida el grosor del zinc en la cantidad de puntos requeridos por el procedimiento o estándar pertinente.
Reste la lectura de metal base (BMR) de la lectura del instrumento para obtener el espesor del galvanizado.
Al utilizar un indicador electrónico, realice los siguientes pasos:
Para compensar la influencia de las condiciones del sustrato (incluida la masa, la metalurgia, la rugosidad, la temperatura y la curvatura), verifique cero en el sustrato / pieza no revestida y ajuste si es necesario.
Verifique midiendo calces colocados en el sustrato no recubierto.
Mida la parte galvanizada. La lectura del instrumento indica el grosor del galvanizado aplicado.
MEDICIÓN DE LOS SISTEMAS DE RECUBRIMIENTO DUPLEX
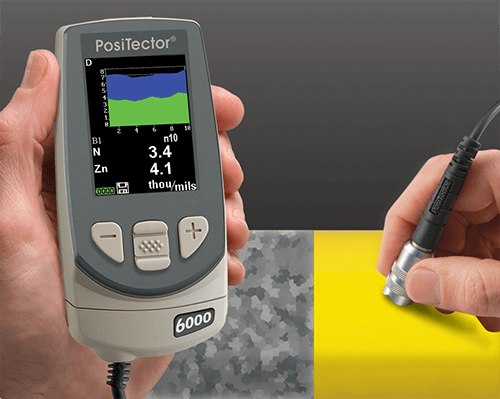
Los sistemas de recubrimiento dúplex usan una combinación de dos sistemas de protección contra la corrosión, típicamente pintura o recubrimiento en polvo sobre acero galvanizado (metalizado por inmersión en baño caliente, electro o zinc). La protección contra la corrosión que resulta de un sistema de recubrimiento dúplex es superior a cualquiera de los sistemas de protección utilizados de manera independiente.
El medidor de espesor de recubrimiento PosiTector 6000 FNDS de DeFelsko mide de forma no destructiva los espesores individuales de las capas de galvanizado de pintura y zinc en un sistema de recubrimiento dúplex con una sola lectura.
CONVERSIONES
Los medidores de espesor de recubrimiento magnético informan los valores de medición en unidades de distancia lineal, no el peso del recubrimiento. Sin embargo, la lectura del instrumento puede convertirse fácilmente en una expresión del peso del recubrimiento.

Conversiones de ejemplo
Ejemplo A: Imagine que realiza una medición en una bobina de acero recubierta con galvanizado de zinc con un medidor PosiTector 6000 F y obtiene una lectura de espesor de un solo lado de “0,35 mil”. Esto se puede convertir fácilmente en oz / ft² mediante el siguiente método:
Multiplique la lectura del medidor de 0.35 mils por 2 para dar cuenta de ambos lados del panel (0.70 mils)
Multiplique 0.70 por un factor de 0.5938 para convertir a oz / ft² (0.4157 oz / ft²)
0.4157 oz / ft² de zinc galvanizado indica peso G40 (promedio mínimo de 0.40 oz / ft², total de ambos lados según ASTM A 653)
Ejemplo B: Alternativamente, puede confirmar rápidamente que una chapa de acero galvanizada cumple con un peso de revestimiento específico. De acuerdo con ASTM A 653, una designación de revestimiento G90 significa que el peso de zinc en ambos lados de una chapa de acero es de 0.90 oz / ft².
Sin embargo, un medidor de espesor magnético mide solo un lado. Por lo tanto:
0.45 oz / ft² x 1.684 = 0.76 mils por lado, o 0.45 oz / ft² x 42.78 = 19 micras por lado
Ejemplo C: Para calcular gramos / metro² a partir de un resultado mostrado en micras, primero multiplique la lectura del instrumento (o el promedio de una serie de lecturas) por un factor de 2, y luego multiplique ese resultado por 7.133. El cálculo final indicará el peso del recubrimiento para ambos lados de la parte recubierta.
PREGUNTAS Y RESPUESTAS
P: ¿Por qué parece que nunca obtengo el mismo instrumento dos veces?
R: Aunque la superficie galvanizada puede parecer lisa, existe una rugosidad superficial microscópica tanto en el zinc como en el acero. Por lo tanto, la mejor representación del espesor del recubrimiento se obtiene promediando una serie de lecturas según ASTM A123.
P: ¿Puedo usar un medidor de espesor de revestimiento magnético para medir el peso del revestimiento?
A: Los medidores de espesor de recubrimiento magnético informan los valores de medición en unidades de distancia lineal, no el peso del revestimiento. Sin embargo, la lectura del instrumento puede convertirse fácilmente en una expresión del peso del revestimiento usando una tabla de conversión o factor de multiplicación.
P: ¿Qué debe leer un medidor de espesor de recubrimiento en un recubrimiento galvanizado G90?
A: Según ASTM A 653, una designación de recubrimiento G90 significa que el peso de zinc en ambos lados de una chapa de acero es de 0.90 oz / ft2
Un medidor de espesor magnético mide solo un lado.
Por lo tanto:
0.45 oz / ft2 x 1.684 = 0.76 mils por lado
0.45 oz / ft2 x 42.78 = 19 micras por lado
NORMAS ASTM
Extractos de ASTM A123 Especificación estándar para revestimientos de zinc (galvanizado en caliente) en productos de hierro y acero:
El espesor del recubrimiento de la muestra debe ser el promedio de un mínimo de 5 lecturas en puntos ampliamente dispersos.
Este valor promedio no debe ser inferior a un grado de espesor de recubrimiento inferior al valor indicado en la especificación correspondiente.
El espesor debe estar entre 1.4 y 3.9 mils (35 y 100 μm) dependiendo del grado de recubrimiento.
ASTM E 376 Práctica estándar para medir el grosor del revestimiento mediante métodos de examen de campos magnéticos o corrientes de Foucault (electromagnéticos)
Especificación estándar ASTM A123 / A123M para revestimientos de zinc (galvanizado en caliente) en productos de hierro y acero
Especificación estándar ASTM A153 / A153M para recubrimiento de zinc (Hot-Dip) en herrajes de hierro y acero
Especificación estándar ASTM A653 / A653M para chapa de acero, recubierta de zinc (galvanizada) o revestida de aleación de hierro y zinc (galvanizada) por el proceso de inmersión en caliente
Especificación estándar ASTM A767 / A767M para barras de acero revestidas de zinc (galvanizadas) para refuerzo de hormigón
Práctica estándar ASTM D7091 para la medición no destructiva del espesor de película seca de revestimientos no magnéticos aplicados a metales ferrosos y revestimientos no conductores y no conductores aplicados a metales no ferrosos